The commitment made in the UK Government’s Decarbonising Transport Plan for an ambitious programme of railway electrification is both complex and challenging. With progress sat at just over a third of the 13,000km of track in Great Britain’s rail network electrified, the rollout required is extensive. To achieve its targets, Network Rail has called on suppliers for support – challenging the status quo and developing innovative solutions to promote efficient, effective, and safe electrification projects.
One such innovation is the SwiftLine Rail Dropper from Gripple. Recently approved by Network Rail and the Federal Office of Transport (FOT) in Switzerland, this new dropper changes the game for overhead line equipment (OLE) maintenance and repair, helping contractors maximise possession windows and complete faster and safer dropper installations.
Development
Maintenance, repair, and improvement work to OLE is one of the most challenging aspects of any electrification project. Having the right solutions on hand is essential to ensuring work can be completed safely and efficiently. Hanging vertically to connect the catenary and contact wires at regular intervals, OLE droppers are an essential component of electrified railways, providing support and conductivity to both wires and ensuring long-lasting stability across the network.
Credit: Gripple
The challenge with rail droppers arises with installation. According to research undertaken by the University of Sheffield as part of the UK Rail Research and Innovation Network (UKRRIN), installing rail droppers is one of the most time-consuming aspects of an OLE project. It is one of the reasons highlighted for the slow rollout of electrification. With OLE possession windows already placing extreme time pressure on engineers, the need for a faster, easier-to-install rail dropper is paramount.
Familiar to the rail industry, with its ground-anchoring systems used for embankment stabilisation, Gripple saw this as an opportunity. Applying the same technology it already applies to catenary suspension in other markets, Gripple identified similarities between the problems OLE installers were facing and those it was already solving in the building services sector. Taking a collaborative approach to innovation, Gripple engineers took on board the feedback from contractors and other industry stakeholders, understanding the challenges they face and solving them. The result is a game-changing solution – faster, safer, and easier to install than any other dropper on the market and set to make a massive difference to electrification projects up and down the country.
Addressing challenges
Gripple prides itself on being a problem-solver. On designing products that tackle the real on-site challenges facing contractors every day. Its SwiftLine Rail Dropper is no different. As with many major infrastructure projects, the biggest challenge facing OLE engineers is time. Possession windows are never long enough, and with large fines facing firms that exceed the allocated time for maintenance and repair, it’s in everyone’s interest to install efficiently.
Conventionally, OLE droppers are supplied as a kit and need to be cut to length and assembled on-site. This is extremely time consuming with great care and attention required to ensure the correct and accurate installation.
Designed to be quicker, safer, and easier to install, Gripple’s SwiftLine Rail Dropper comes pre-cut and pre-assembled, giving contractors a ‘plug and play’ solution straight out of the box. This completely removes the need to cut, crimp, and fix on-site, saving installers hours on assembly times and significantly reducing the likelihood of human error.
Available in a choice of pre-cut lengths, the Gripple SwiftLine Rail Dropper offers infinite height adjustability meaning one dropper can meet a variety of drop lengths. This saves time on specification and installation and vastly reduces the risk of waste if the drop length is measured incorrectly. The pre-assembled design also allows for tool-free installation with minimal training, making projects simpler and safer, limiting the time engineers spend working at height and in the dark.
Similar challenges occur with the contact clamp torque. Installed and set manually using hand tools, often in the dark, at height, and under significant time pressure, setting the correct torque is susceptible to user error. Exposing projects to high replacement costs or delays to ensure accurate installation. To address this, the SwiftLine Rail Dropper features an innovative Auto-Torque contact clamp, using a pre-set lever clamp to provide a set clamping force, guaranteeing ‘right-first-time’ installation and the correct torque every time.
Improving the speed of installation while ensuring a fully conductive product, the SwiftLine Rail Dropper utilises Gripple’s unique Volt Lock System. Housed within the catenary wire top dropper and including a roller which both grips the dropper wire and ensures constant contact with the copper housing of the product, this unique feature makes the product fully conductive at all times and allows for greater adjustability and speed of installation when fixing to the contact wire.
Quality and testing
While the demand for innovation in the rail sector has never been greater, it must be approached with care. Products used in UK rail infrastructure must first be subject to Network Rail approval, providing assurances that products are fit for purpose, safe and reliable, and do not pose risks to the railways.
Credit: Gripple
The Gripple SwiftLine Rail Dropper went through an unprecedented level of testing to ensure it would exceed the requirements of Network Rail and the BS EN 50119 standards, evidencing its unrivalled durability and reliability.
In the pursuit of further input from industry stakeholders, Gripple has continued to engage key players to test the SwiftLine Rail Dropper. This includes recent installations on the Sandwell and Dudley Line between Wolverhampton and Birmingham. The feedback has been outstanding, with engineers citing the ease and speed of installation and the height adjustability as critical benefits when working within tight possession windows.
Manufactured in the UK with complete transparency in environmental testing and product traceability, Gripple SwiftLine Rail Dropper offers OLE engineers and contractors the highest quality and most sustainable OLE dropper on the market. Boasting its own sustainability credentials, which includes carbon-neutral UK operations and vertical integration, Gripple is supporting the net-zero agenda, helping to provide transparency and continuity to its customers.
To help launch the product to market in the UK, Gripple has partnered with established rail supply chain experts Unipart Rail with the aim of making the SwiftLine Rail Dropper as accessible as possible to the market.
Conclusion
With no less than nine unique product features and the result of two years of robust testing and development, the Gripple SwiftLine Rail Dropper is an OLE dropper more advanced than anything else on the market. With installation times up to eight times faster than a traditional dropper, this product allows OLE engineers to take control of electrification projects, get more done in each possession window, and bring forward project completion dates. As the journey towards electrification continues, the Gripple SwiftLine Rail Dropper should be at the forefront of the transition and in the arsenal of OLE engineers up and down the UK rail network.
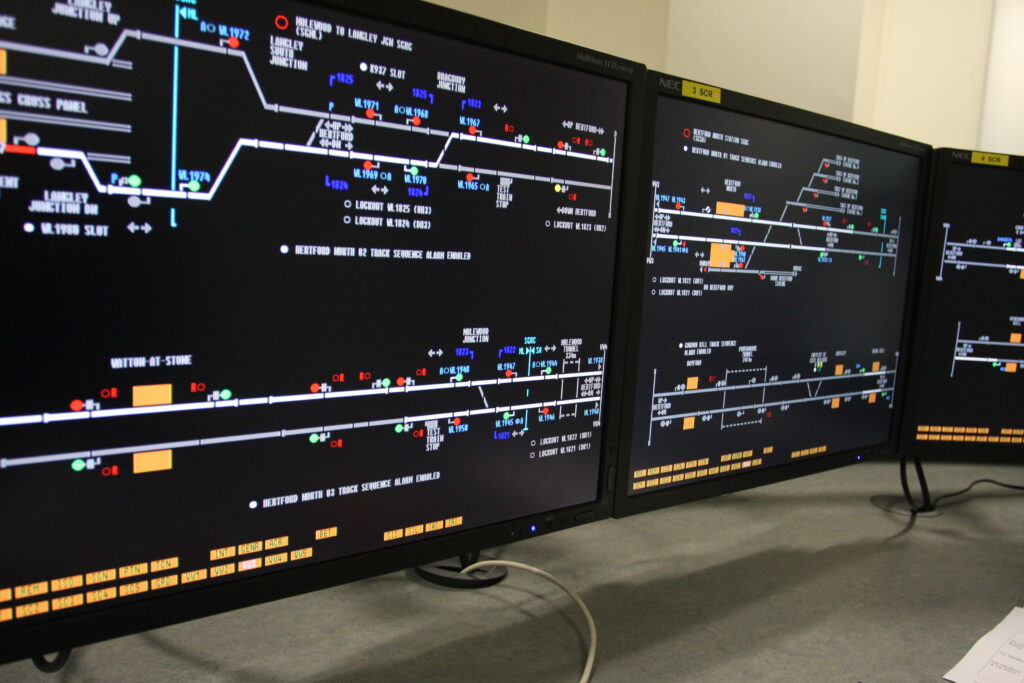
Rail Engineer has reported on the extensive West Midlands resignalling a number of times over the years, issue 160 (February 2019) covered the completion of phase 6 between Birmingham New Street (BNS) and Birmingham International stations. So, we were delighted to meet up with main contractor Siemens to learn how things had gone with the final phase 7 and the resignalling of the complex and tight BNS area, which resulted in the final closure of Birmingham New Street Power Signal Box (PSB) on Christmas Eve 2022 with control transferred to the West Midlands Signalling Centre (WMSC) at Saltley. The final phase presented a number of challenges for all involved.
Birmingham New Street station is the UK’s busiest interchange station outside London, handling over 140,000 passengers and around 1,200 trains daily – that is a train movement around every minute. The interlocking, installed in the PSB in the 1960s, was one of the last remaining Westpac Mk1 geographical relay interlockings in the country. Problems such as silver migration were a safety concern, and other assets such as lineside cables and interface relays were becoming fragile. The system wasn’t flexible enough to make the most of the limited infrastructure at the station and, with the increased footfall of passengers expected to increase over the coming years, signalling upgrades were needed.
The platforms at BNS are mainly covered with a large shopping centre above the station. The station’s structure, and its deeply urban nature, significantly reduce accessibility and space to located equipment. The layout of the station is also restrictive, with one bay, 12 through platforms, and four lines at each end of the station. The complex and tight layout results in signals often protecting fouling points that are very close to the signals. Passing a signal at danger, even by a small amount, is likely to infringe a fouling point and cause disruption. It’s also necessary for two trains to frequently occupy one platform, and to split a train or join two trains together. To squeeze the track and platforms into the limited space, signalling design compromises have always been required. For example, Automatic Warning System (AWS) has never have been provided at BNS. Resignalling to modern standards has increased the challenges to identify and obtain the necessary derogations, and to achieve the operational requirements.
Planning and delivery
Work on BNS phase 7 started in 2017 with a two-year single option development stage, followed by a three-year detailed design, construction, and testing stage. The early planning and definition of the staging approach was crucial to minimise disruption to passengers and freight customers, and required close cooperation between all stakeholders including the many Train Operating Companies (TOCs) and Freight Operating Companies (FOCs) involved.
Under the original programme a six-day commissioning blockade of BNS would have been required, along with four 29-hour blockades. A complete shut down for such a lengthy period would have caused unsustainable disruption. So, the concept of staged interventions was devised. This used Rules of Route access and a full blockade on 25-26 December 2022, together with early closure on 24 December and a later start to services on 27 December. Services through and around the station ceased for 72 hours while 352 staff implemented the final elements of the scheme.
This approach involved 83 compressed stages carried out over two years, with rehearsals of the major stages in order to reduce risk of disruption in the final commissioning stage. Non-disruptive access was used throughout, which further complicated the planning work required.
Credit: Siemens.
This stage working approach required 12 platform closures, with the affected platforms segregated from the adjacent platform to minimise disruption and to maximise workforce safety. Through constant reviews the team managed a wide range of planned and unexpected events. During 2022, more than five million people visited the city during the Commonwealth Games, doubling the city centre’s footfall. The 70th anniversary of Queen Elizabeth’s accession to the throne and the resulting jubilee celebrations saw another surge of rail demand, as did travel around the time of the Queen’s funeral later that year.
The greatest challenge to the project however was Covid-19, which radically changed the way work could be delivered. Strict health and safety protocols had to be adopted to protect the workforce and minimise the risk of infection. Train ridership plummeted, but the importance of services to and through the station for key workers and critical freight services remained, and work had to continue with minimised disruption.
Over the four years of detailed design, the project integrated over 300 improvements of varying sizes that hadn’t been detailed within the original scope. This included on-track additional walkways to allow drivers to leave cabs safely.
Signalling technology
The Westpac Mk1 signalling was replaced by a processor-based Trackguard Westlock interlocking located in the WMSC along with the new control system. The Westlock manages Westrace Trackside System (WTS) equipment throughout the area, located in trackside location cases or relocatable equipment buildings, and connected over the Fixed Telecommunication Network (FTN).
Manufactured in the UK, this was the first deployment of this digital railway technology in the West Midlands, and introduced benefits such as faster route setting, the ability to operate with longer tail cables and improved immunity to traction interference, with the extensive use of fibre-optic instead of copper cables. Being processor based, the system is more flexible should modifications or changes be required and is capable of being used with ETCS.
Several novel signal indicators and axle counter developments were required to reduce clearances, compared to normal signalling. Thales axle counters were used for train detection and the signals replaced with LED units. The sheer scale of the project is such that 114 signals, 228 axle counter sections, 30 location cases, and eight relocatable equipment buildings were installed along with 11,000 metres of cable troughing protects, 78,000 metres of power and fibre cabling, and 245,000 metres of tail cables. For the power system, 35 Functional Supply Points (FSPs), four Principal Supply Points (PSPs), two Distribution Network Operator Cubicles (DNOs), and two 25kV ‘take offs’ from the Overhead Line Equipment (OLE) were also installed.
Plug coupling was widely used for the points (requiring retrofitting of plug coupled connections for many assets) and new signals in order to allow rapid changeover during rehearsals and the main commissioning.
Special bespoke brackets were designed to hold the mid-platform signals. The brackets wrap neatly around the bulkhead cladding fixing on the structural concrete beams to provide sufficient headroom on the platforms. This required careful design to work around station lighting systems to ensure compliant illumination.
Cable management provided another challenge, with hundreds of cables from the equipment rooms fanning out to equipment located around the station. This required excavations on each platform, often by hand, to allow cross-platform cable routes to be installed. Most of this work was carried out during short overnight possessions with the platforms reinstated, cleaned, and reopened for passenger use each morning.
Innovations
A number of new approaches were taken, some for efficiency, and some to meet the specific needs of the project. Twenty-six Train Despatch Equipment Units (TDEUs) were installed to show train despatchers information about the current status of the signalling in order to improve the number of on time departures. These innovative units were developed to provide improved efficiency, reducing risk of human error, and safer train dispatch.
Two 900 square foot, climate controlled, equipment rooms were built on site at the ‘A’ end of the station to optimise the use of restricted space, to comply with the sub surface fire regulations, and to allow construction while the station remained open for passengers. Each room houses the equivalent signalling control equipment of four traditional REBs along with separate rooms for telecoms and Electrical & Plant (E&P) equipment.
Combined with the longer tail cables that can be used with WTS, this allows a centralisation of the trackside control equipment, reducing the quantity of trackside location cases and reducing the risk of staff accessing and working in trackside locations in the confined environment.
At the ‘B’ end of the station, space was freed up by moving redundant equipment. This allowed the use of more traditional signalling REBs, although some ‘double stacking’ was necessary to fit everything into the space available.
Credit: Siemens
In order to help drivers and signallers fully understand the new signalling, extensive use was made of simulator-based training. Twenty-six signallers used an interactive 3D representation of the routes into the station to familiarise themselves with the changes. A 3D model of a train cab was created to allow drivers to virtually learn the route. This not only provided a safe system to train but also allowed useful feedback to further improve operational effectiveness.
Relocatable temporary signals at platform ends were used in order to facilitate the platform closures required. These allowed the new signals to be installed during each stage and enabled rapid changes to the signalling layout. The bases and posts were designed to be modular and adjustable, allowing them to be relocated around the station for the following stages.
Traditionally, in Great Britain, signalling tail cables are limited to 200 metres in areas of OLE to reduce the risk of induced voltages causing failures or false operation. This traditionally meant that a suite of signalling location cases is required near to most signals. Longer tail cables allow fewer lineside location cases/REBs for a more efficient design, particularly where space is constrained. The cost savings to provide safe accessible location suites were significant.
The pioneering use of long tail cables in Network Rail, required extensive modelling, site testing of induced voltages, detailed analysis, and on-site equipment trials to demonstrate safe and reliable operation. This saved the need for five location suites and the methodology developed is now being replicated on projects across the country.
Thales axle counters were used, these being the local standard for train detection. However, a number of developments were introduced for the complex and compressed BNS track layout, with some clearances reduced by half following analysis and site testing. Reliability was enhanced through the use of two-out-of-three, rather than the traditional two-out-of-two processor architecture.
Communication between the axle counter processors was via fibre optic links. A direct communication link was also used between the axle counters and the Trackguard Westlock interlocking, the first time this had been done in Network Rail, and this removed the need for a relay interface. Duplicate axle counter heads with diverse cable routes were also used to allow automatic changeover between heads should one fail or suffer a cable strike.
Given the restrictive nature of the site, localised modelling was used to position key signals and indicators to exceptionally fine margins to achieve the requirements of the signal sighting process and assess potential ‘read-across’ issues.
Control system technology
As part of phase 7, the BNS area was recontrolled using a processor-based Controlguide Westcad workstation located at the WMSC. Train operator staff are now co-located with Network Rail signalling staff so that they can work together to problem solve more cohesively and reactively. This reduces the impact of late running services or platform changes by use of the modern control system to increase route reliability and platform flexibility.
A number of modifications were made to vastly improve railway operations. Although the system delivered in the 1960s allowed for some bidirectional movement in the station area, this was not possible on the approaches. The phase 7 work created a bi-directional loop for Platforms 1 to 7 (via Monument Lane) and Platforms 7 to 12 (via Five Ways and the Gloucester line) in addition to connection to a number of new sidings. This improves flexibility and allows line speeds to be increased to reduce journey times.
Extensive telecoms work was also required. This involved designing and installing three new nodes on the FTNx IP telecoms network and 10 existing nodes were upgraded. A two-stage approach was taken to create the telecoms network to allow signalling rehearsal testing 12 months before the final commissioning, with a controlled changeover to the final configuration. At the WMSC the existing analogue telecoms concentrator was replaced with a digital system to improve call handling.
Sustainability
All partners in the project committed to sustainable delivery, as they were very aware of the large number of railway neighbours that were likely to be affected by the work. One example was the creation of a new, award-winning site welfare/depot facility, around 2km from BNS on an undeveloped site. Having been cleared and improved, the new depot was fully solar powered, saving around 75,000kg of CO2 emissions over three years.
Electric tools and equipment were used to reduce emissions and to improve safety by reducing the flammable liquids on site. Battery-operated power tools, mobile elevating work platforms, solar powered welfare units, and solar powered tower lighting all contributed to the sustainability objective.
Delivery of the PSPs and REBs at Monument Lane required a 1,000-tonne crane lift over the main lines to Wolverhampton from an adjacent park. A temporary access road and pad were constructed, which involved cordoning off a section of a primary school playing field. Siemens Mobility worked closely with the both the school and council, and supported the school with construction of a new sensory space and the city with a donation to the charity Trees for Life, to support the planting of more trees.
Ccredit: Siemens.
Occupational safety
Getting everyone home safe every day is a Network Rail commitment, so as part of the safety strategy, and with most of the work under cover and in the confined station area, a plan had to be implemented for preventing dust inhalation. Tools with dust extractors were used to protect the teams. Throughout the Covid-19 emergency, even greater protection measures had to be implemented, so air-fed face masks were used to overcome the hazards from the dusty environment, which then formed part of the project’s Covid-19 protection measures.
Conclusion
There was no chance of a lengthy closure due to the geographical location of BNS and the critical nature of the infrastructure to the economy. By adopting a collaborative approach, using detailed knowledge of the existing infrastructure and an innovative application of digital technologies, the team successfully delivered a major upgrade with minimal disruption, despite a wide range of challenges.
Passengers and freight operators are already seeing an improvement in their journeys through this central hub, with fewer unplanned stops outside the station and more on-time arrivals.
With thanks to Steve Bick, project director, and Andrew Cardiff, senior project manager at Siemens Mobility Limited for their help with this article.
The recent announcement by Siemens Mobility to invest £100 million in the building of new premises in Chippenham was well received and duly reported by press releases on 4 March. Some of us were lucky to be invited to the associated press conference where the guest of honour was Chancellor of the Exchequer Jeremy Hunt. The press briefing gave details of what will be entailed but behind the scenes, the rail magazines were given the opportunity to probe deeper into the decision making behind the investment and the plans for Siemens Mobility’s future in the rail signalling business.
A brief history
Those of us who have been in the railway signalling business for decades will associate Chippenham with the Westinghouse Brake and Signal Company. The origins go back much further than that. It was in 1856 that Saxby began to design and build signalling systems and equipment, and, in 1897, Saxby & Farmer opened a factory in Chippenham to meet the growing demand for signalling both in the UK and across the empire. In 1935, Westinghouse took control and continued to expand the site until the mid-Twentieth century.
Eventually, Westinghouse was acquired by Hawker Siddeley in 1979 which was then then bought by BTR in 1992. Shortly after this, BTR merged with Siebe and became Invensys, continuing the signalling operation until finally Siemens acquired the business in 2013 to merge it with its signalling interests in Germany and other locations in Europe.
Some notable developments emanated from the site down the years, notably the London Underground Victoria Line automatic train control system in 1968 and participation in the development of solid state interlocking of which the first example was introduced at Leamington Spa in 1985. The Victoria Line system was replaced with a ‘distance to go’ radio based ATO system in 2012, which has performed very well since then. This pedigree of expertise was recognised by the German company, which made the site the leader of signalling development for both the UK and the wider market.
Image credit: Clive Kessell.
Siemens has been in Britain since 1900 where it was instrumental in introducing the first submarine cable link between England and India, then on to laying cables across the Atlantic. The company regards Britain as its second home and has many premises in the UK other than railway signalling. Another important part of Siemens is the factory at Poole where it designed the train mobile radio for GSM-R, although manufacture of the radios has now transferred to Chippenham. Radio communication is an essential element of the ERTMS progression.
Siemens is well established in the rolling stock business and its recently-opened factory in Goole will be manufacturing the new trains for London Underground’s Piccadilly Line. Many other trains in the UK have been provided by Siemens including the Thameslink Class 700, the GN Inner Suburban Class 717, and the main line fleet for South Western Railway, and 587 of the trains supplied are maintained by Siemens depots around the country. Altogether, Siemens employs 5,500 people in the UK.
Existing Chippenham site
The expansion of the signalling business over the years led to a piecemeal development of the premises just on the north side of Chippenham railway station. It had its own rail sidings for many years and had several buildings geared to designing and manufacturing the signalling equipment of the time. It also had its own foundry to cast metal for the many structures and mechanical components as part of the signalling portfolio. The foundry no longer exists and is now only a pile of rubble.
Whilst the headquarters block remains, together with some factory units suitably adapted for the emerging signalling technology, some of the old buildings are in a derelict or semi derelict condition. This does not present the image of a modern-day signalling company, hence the need for new premises. Some of the land nearest to the railway has already been developed into a retail park and the entire site (which Siemens does not own) will be used to develop housing and other local amenity facilities.
The new site
The new factory and laboratories will be on greenfield land on the south side of Chippenham in the SouthPoint business park. Planning consent is at an advanced stage and the new premises are expected to open in 2026. The new building will incorporate all the latest sustainability standards promoting environmental and socially responsible structures.
As well as accommodating the office-based staff, there will be manufacturing, design, project engineering and research & development (R&D) facilities. Of the 800 staff who will transfer to the new site, 160 of these will be associated with R&D (there are a total of 300 staff working on R&D for signalling across the various Siemens UK companies). The aim is to have a seamless move so as not to disrupt design and production for the various signalling projects that the company has orders for. The skill sets that have been built up over the years are considerable, hence the decision to remain in Chippenham. It is intended that the research and manufacturing units will be the most modern of their kind in the whole world.
Presenting the opportunities
In the announcements made at the press briefing and subsequent interview sessions, Jeremy Hunt remarked that the government will back this plan as it is seen as a revival of manufacturing in the UK. The country must become a global leader of industry based upon technology. Manufacturing is 10% of the UK economy and this must grow. Artificial Intelligence, Life Sciences (medicines and vaccines), Film and TV, Automotive, Aerospace, and Railways, are all part of this growth plan. Emphasis must also be put on export. The old model of R&D in the UK but with manufacturing elsewhere in the world, is no longer acceptable. There is a need to shake off the negativity that so often prevails and restore our self-belief, he said. Tax reliefs of up to 25% will be there to encourage this objective.
Jeremy Hunt.
Rob Morris, the joint CEO of Siemens Mobility, observed that much of the UK’s signalling infrastructure is approaching the end of its economic life. Some notable recent projects have included the CBTC on the centre section of the Elizabeth Line, the re-signalling at Birmingham New Street, the Core Valleys upgrade in South Wales and the ongoing East Coast Digital Programme (ECDP).
In the immediate future, contracts are in place for the work in mid-Cornwall to replace old mechanical signalboxes and the reopening of the Northumberland Line to Ashington. However, much more needs to be done and a long-term strategy has to evolve if the boom-and-bust type of business is to be avoided. The announcement of a five-year renewal programme for signalling will help this.
The ongoing Siemens Mobility product line will include both the deployment of ETCS and the continuance of modular signalling systems that have helped to reduce costs for secondary routes. The roll out of ETCS in the UK remains painfully slow, and even the much-publicised ECDP only covers from London to just short of Grantham, which is about a quarter of the entire route.
The company is well aware that the radio bearer for ETCS, which is currently GSM-R and obsolete in terms of its technology, has to be renewed in the next 5-10 years. The successor will be FRMCS based on 5G technology and Siemens intends to participate in that renewal once the business intent is made known. Another innovation is the possibility of cloud based interlockings where interlockings from different manufacturers can be remotely accessed to improve flexibility and reduction in cost. The existing Siemens interlocking types Westrace and Westlock will remain in production for both UK projects and others in the wider world.
Chippenham will work alongside the sister Siemens Mobility company in Braunschweig which has around 4,000 employees engaged on projects in Europe and around the world. €60 million has been invested here over the past five years. The Chippenham site already manufactures relays for Germany.
Rob Morriss.
A nice touch to enhance the proceedings was to have Yasmin Rawle, a Strategy and Business Development graduate, tell of her involvement inside the company which goes back to four generations of her family. Employing graduates and apprentices will continue in increasing numbers once the new site is opened.
A final comment from Andrew Haines, the chief executive of Network Rail, emphasised the importance of rail growth in the UK where £43 billion is allocated to rail investment over the next four-year period of which re-signalling will be a significant element of this. Small and medium enterprises are predicted to be 50% of the suppliers to Siemens in the ongoing signalling modernisation.
The future beckons
The news of Siemens Mobility’s investment has been well received by the local community, the signalling industry and, perhaps more importantly, existing employees. It ensures that a major contributor to signalling design and manufacture will remain in the UK, both to serve the home market of main line and metro operation as well as opening up new opportunities for export.
Whilst a few may shed a tear when the old site finally closes, it is no longer fit for purpose and it is time to move on. Rail Engineer will continue to keep in touch and report on progress with the new facilities as the building work gets underway.
Rail Engineer has previously published articles on cyber security, and it is a subject that will be undoubtedly covered many times in the future. Protecting data and keeping systems safe is still not universally recognised as something we should all be doing, and instances of hacking with damaging and often costly results happen all too frequently. It is necessary to issue and re-issue ever present reminders about the threats and how they can be spotted and managed to avoid business disruption or unsafe situations.
Railways in general are well aware of the risks involved, and most administrations do understand the broader measures needed to keep the trains running safely and the operational processes intact. However cyber attacks do occur, often because the circumstances are not perceived as possible, and the resulting loss of service can be very embarrassing.
A recent IET webinar given by Stefano Saccomani and Richard Thomas from AtkinsRéalis told of the ever-changing face of cyber threats within the rail landscape.
Known incidents
Three incidents were described and analysed:
In October 2022, the train Danish operator DSB suddenly found that numerous trains were being cancelled. A crucial test environment provided by Supeo took down vital interfaces. The investigation found that a single failure of one system took down many other systems. A third-party supplier was the single source of failure and the risks had not been properly assessed.
In August 2023, the sending of emergency stop messages in Poland brought 20 trains to a halt. The impact of these stops affected many other services, and the problem took six hours to resolve. The cause was the VHF train radio system, an open channel with no encryption, which had been accessed by outsiders. The radio documentation could be accessed easily, with very poor assumptions made that the system would not be of external interest.
In December 2023, again in Poland, a supply chain software malfunction caused a denial of service that affected train services. The train manufacturer was aware of cyber threats, but the software did not perform as well as intended. There was a general lack of awareness of the software’s state, made worse by additional interfaces that provided entry points to the system.
These are just three examples of what can happen and impact on the operational railway, but other instances exist. More common is hacking of business services that promote train travel, sell tickets, make reservations and suchlike that interface with the travelling public.
The Digital Railway
A phrase that crops up regularly in technical articles is the ‘Digital Railway’. The term is banded about by many people who do not really understand what it is all about or what is involved. In the past, most railway applications were individual systems, for example radio, customer information, train performance and reporting, all without much connectivity.
With the demand for better information all round, much greater connectivity is occurring as part of the digital transformation, leading to a diverse architecture and an extension of existing architectures. There is a convergence of Information Technology (IT) and Operational Technology (OT) with new dependencies and more access points. Software-based solutions are commonplace, even before the role of Artificial Intelligence (AI) is being considered. All of this is a hunting ground for hackers, whether or not the intent is criminal or otherwise.
Regulation, legislation, and standards
As can be expected, a host of guidance documentation has been prepared to help and direct organisations into protection measures against cyber attacks. These are at an international, national and railway level. Locating all these and then understanding them can be something of a challenge but much of the guidance amounts to common sense actions. These may not always be obvious until they are pointed out. In all of this it must be remembered that cyber security is a challenge for all rail engineering disciplines and, as is explained later, it is the connectivity of systems that is creating the digital railway. This connectivity is the potential window for hackers to access systems and it must be understood to a much higher degree.
The Telecommunications (Security) Act 2021 enforced the need for providers of public electronic communications networks and services to take all necessary steps to prevent cyber threats from disrupting communications networks that are vital to the continuance of everyday business in the country. Ofcom has the duty to define the security requirements and to make sure that telecom providers take all necessary steps to comply. While initially aimed at the public telecom operators, the railway must be equally compliant in fulfilling the requirements of the Act. Since the advent of fibre optic cables and associated transmission, the telecoms arm of Network Rail has become the universal ‘pipe’ for many operational applications including signalling and electric traction control.
Image credit: iStock.com/Olemedia.
Internationally, the subject is led by the IEC (International Electrotechnical Commission) and specifically its group TC9 Electrical Equipment and Systems for Railways. The IEC has been in existence since 1906 so is well established in the field of electrical standards and safety. For cyber security, the document IEC 63452 relating to safety levels for rail operators and suppliers, is embracing cyber security work with a new document IEC 62443 entitled Railway Cyber Security Regulations being produced. It is expected this will be published shortly.
Nationally, the British Standards Institute (BSI) is co-ordinating and focussing these IEC documents for the UK rail applications. A committee is established to produce a guidance document.
In Rail, the Rail Safety and Standards Board (RSSB) produces standards that impact on the whole industry and RIS 2700 RST gives guidance on the verification of control measures for engineering change to rail vehicles. From this, standard TN111 details types of cyber security control measures for rail vehicles.
Within Network Rail the document TS 50701 is derived from IEC 63452 and gives guidance for rail applications.
If you’re already confused, it wouldn’t be a surprise. Understanding the best means for protecting against cyber attacks can be time consuming and the available documentation is hard to interpret.
For rolling stock projects, it has been established that a separate assurance chain is needed from a regulatory viewpoint, hence the emergence of TN111. Rolling stock design and operation contains air gaps, in situ on board systems that link to the outside world, balise readers that link to the signalling system, and a multitude of radio and satellite links that give operational performance information. All these interfaces must be cyber assured.
Managing the IT / OT divide
Both IT and OT have different assurance regimes, but a number of systems have to understand and manage the differences. The focus for IT is confidentiality of data whereas OT requires integrity and availability. For both of these, the connectivity of systems using telecom and data linkage is vital to the business objectives of the railway and the interfaces that have emerged create the opportunity for security breaches and cause operational limitations. Some of the systems where conflicts of interest may occur are:
Digital Signalling. Very rarely are such projects undertaken at greenfield sites. As such, the design of a project must be aware of security already embedded in existing systems and designers should beware of assuming that the existing security is both fit for purpose and safe. There is a need to establish a ‘road map’ to enhance and leverage security capability within the products being used to ensure the security of the eventual project solution. This will involve interfaces across many stakeholders, and it can be difficult to interrogate the security of different manufacturers. Expectations should be shared and agreed with every party at an early stage.
Traffic Management Systems (TMS). To be effective, TMS must extract and assemble data from many sources, for example timetable data, train describer information, platform planning, rolling stock capability, train crew diagrams, and potential conflicting movements. All of these are vulnerable to cyber attacks which can impact on the resultant train plan. As such, there has to be a compromise between IT and OT that may end up recognising the vulnerability of the final information but without compromising safety.
Driver Advisory Systems (DAS). Again, a number of inputs are required to produce the correct information as to the way a train is being driven. These include timing points along the railway, the current location of a train (derived usually from satellite positioning), train describer steps, train speed, and potential conflict with other train movements (this will be important for Connected DAS applications). These are all systems that can be accessed and hacked by third parties, and which represent an ever-present risk. It is therefore essential that DAS remains an advisory system and must never replace the information provided by the signalling system.
There will be other systems with multiple inputs that will impact on the business rather than the operational railway and can seriously affect the conducting of day-to-day business of selling train travel.
Future developments and monitoring
The current regulatory regime has been mentioned but increased regulation of cyber security for critical infrastructure is on its way. The EU National Infrastructure Security (NIS) Directive is already in being, and the EU Cyber Resilience Act is expected in 2024. Other countries as well as the UK are providing new regulation. These include the USA, Australia, Singapore, and the UAE. All this is fine, but does it further confuse the future situation?
From all of this, there is a need to improve incident reporting requirements and an identification of critical dependencies. Logging and monitoring must be better managed in order to recognise when something is not performing as expected. Vulnerability management must recognise that assets cannot be introduced, proved, and then forgotten. Asset life is also a consideration for railways, especially where systems and products are intended to last several decades. Regular security updates will be needed over the entire asset life. Everyone has a part to play, and regular training on cyber awareness is needed. A positive and open reporting culture should lead to improved leverage and replication of best practice. As in safety practice, volunteer reporting of ‘near misses’ should be encouraged.
Image credit: Network Rail.
The way forward
Rail engineers will understand the V life cycle – requirements, development, design, build, test, integration, commissioning, maintenance, updates, and decommissioning. The V cycle tracks the interaction between these phases as a project progresses. Cyber security impacts on all of them and the people involved in each stage need to understand the risks that could arise. Achieving this will secure some early wins so everyone should be educated to know:
Security applies to all staff.
Consideration of the whole life cycle.
Establishment of a cyber security culture.
An understanding of what is out there now and potential exposures.
Investment in logging and monitoring and how it is practised.
Knowledge on how to combat attacks and recover from them.
More specialised staff must be able to identify data flows, their direction, and concentrations.
If this sounds too generalised and impractical for everyone to take in, then put in place some realistic measures that will help the overall security. Carry out an exercise to create proportionate assumptions which could contain knowing what is most likely to ‘stop the railway’. Determine where the ‘crown jewels’ are, namely the critical elements of running trains and how they can be compromised. Be rational but be organised to manage the architecture of systems through constant live monitoring.
Some recommendations
Previous articles on cyber security have detailed the obvious steps to avoid being infected with unwanted intrusion: forbidding staff to use personal USB sticks or disks that might contain malware to access systems; not leaving computers switched on overnight in unmonitored environments; checking the credentials of people who have access to systems especially third parties brought in to carry out updates. It all sounds blindingly obvious but is often forgotten.
More focussed recommendations are as follows:
Know your ‘bill of materials’ both hardware and software.
Run ‘day in the life’ exercises and exercises to identify root causes.
Know the difference between a cyber attack and a software bug.
Work together to perform incident management.
Understand the whole life situation including how to carry out patching and updating.
Know the vulnerability of assets and have an obsolescence plan.
Plan for graceful transitions.
Ensure training and documentation is regularly updated.
Set clear requirements and expectations.
Understand how a recovery situation will work.
Some of you may find this all a bit much to take in and that is understandable. There will be a need to employ cyber security experts, and larger organisations should already have these in place. Smaller companies should have someone named for IT management and they will have responsibility for keeping systems safe. This might require calling in further expertise if problems occur.
Work on the basis that an attack will happen rather than believing you have the necessary steps in place and are safe from attack. Big organisations have suffered, for instance the British Library was attacked in 2023 with many of its processes seriously affected. Only now is it recovering from this.
There is no final solution as hackers are constantly finding new ways of accessing systems. Constant vigilance is needed. Above all, take the issues of cyber security seriously and don’t regard it as something that happens to other people.
For more information on cyber security, readers may like to refer to the following Rail Engineer articles:
GGP Consult is a privately owned consulting engineering company established in 1994. We are based in the UK on the outskirts of Hull, where our purpose-built offices overlook the famous Humber Bridge. Over the years, we have expanded to include GGPGeo and GGP Survey, with an additional office in York, and we’re shortly due to open another office in South Yorkshire.
We have a 120+ strong workforce with over 1,500 years of collective experience, and have completed 100+ international projects as well as 750 jobs last year alone. Having grown steadily since our formation in 1994, we now provide considerable resources to over 50 countries around the world with a wide range of expertise, including:
Civil Engineering
Structural Engineering
Marine Engineering
Seismic Engineering
Mechanical Engineering
Architecture
Project Management
Site Services
Health & Safety
Expert Witness
Fabrication Detailing
“I personally think our continued success is due to our professional attitude and our ability to provide a cost effective, innovative and flexible service, using the latest technology to solve problems and deliver economic projects. Each project is treated equally and overseen personally from start to finish – we are very hands on”.
Jim Gabbitas, our managing director & chairman
Railway and infrastructure services
With an ever-expanding portfolio of prestigious projects covering thousands of sites and tens of thousands of assets (new and old), our wealth of experience allows us to undertake every aspect of design development from concept to completion. We are also able to offer project management as well as client and agent services, where required. Whether it be lineside civils, lineside structures, stations and depots, temporary works, or level crossings, we can help.
We can also assist with civil engineering, structural engineering, signalling (civils and ground plan design), and architectural services along with many other aspects of multidiscipline design works, arrangement and management (e.g. P-way, M&E, ETE, and OLE). We focus on offering tried and tested cost-effective solutions and strive to be innovative, utilising the latest technologies and techniques – whether it be working in the office or on site – and always with the construction team and end users in mind.
Lineside Civils GGP Consult have worked on resignalling and capacity relief schemes for some of the UK’s largest rail infrastructure contractors.
Lineside Structures Our architects and engineering professionals are well equipped to identity and develop designs, tailored to suit the client’s needs.
Stations and Depots GGP Consult have worked on a wide range of station and depot projects including platform extensions, station refurbishments, and lighting designs.
Temporary Works GGP temporary works provide support to major contractors and their sub-contractors during the construction phase of their projects.
Level Crossings Our dedicated level crossing team provides greater resource flexibility and assurance to all of our clients. Works include in-house ground plan designs as well as civil and structural design & site services.
Site Services GGP operate survey and ground investigation teams to provide greater resource flexibility and assurance to our clients when programme is paramount.
What our clients say…
“…their personable approach and desire to exceed the client’s expectations are what sets them apart from their competitors – we commend GGP for being able to produce the highest quality designs at the most competitive rates…”
Railway engineers looking at the exhibits in the National Railway Museum (NRM) at York must surely be impressed by their predecessors’ achievements. An example is the museum’s 98-tonne Merchant Navy class steam locomotive which was built in 1949. This is sectioned to reveal how Britain’s last steam locomotives were designed to maximise their thermal efficiency and get the maximum power from their superheated steam.
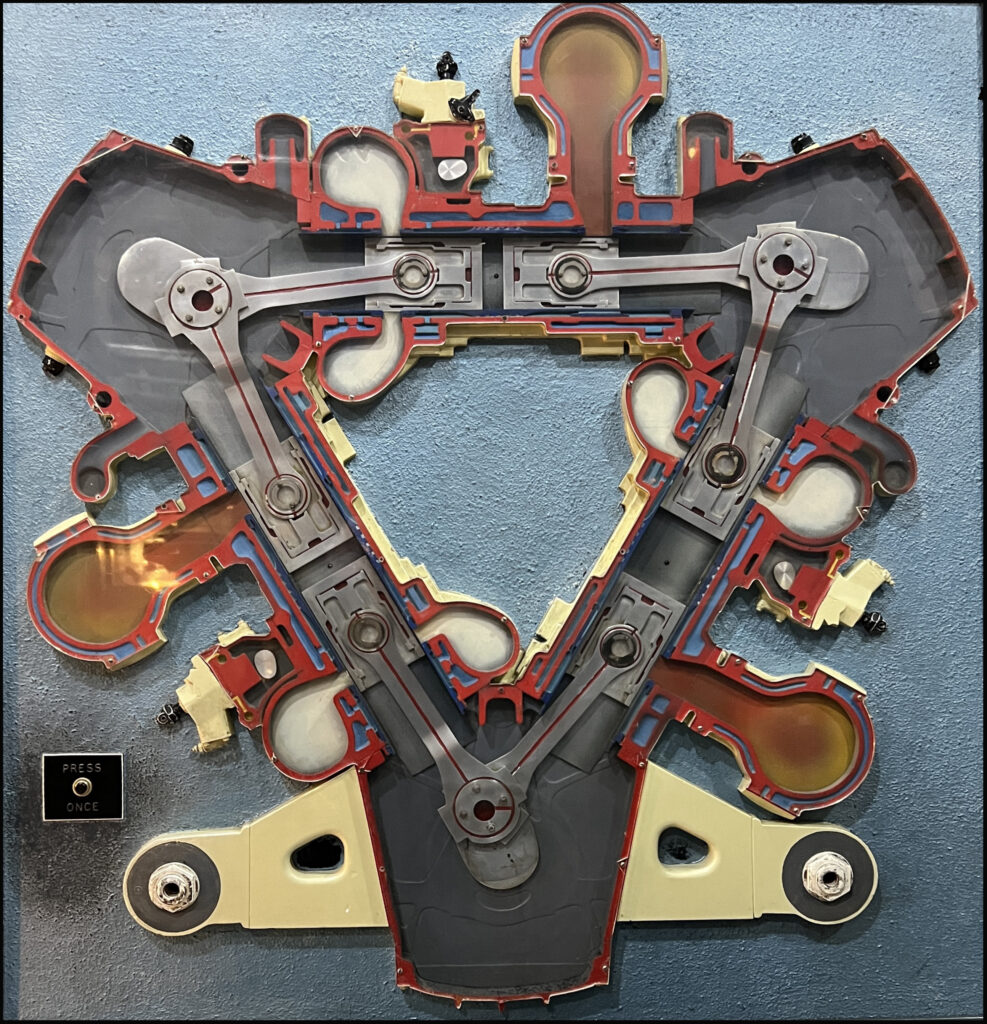
A further example is the cross-sectional working model of a Deltic diesel engine showing its compact design. This shows how two of these engines could be fitted inside a Deltic diesel locomotive to give it a power output of 3,300hp. One of the museum’s star exhibits, its A4 class locomotive, Mallard, achieved the world record speed of 126mph for a steam locomotive in 1938, though after it did so it had to be sent to a workshop to repair an overheated big end bearing.
The UK certainly has an impressive railway engineering heritage in which there is great interest. The NRM attracts over 650,000 visitors each year whilst heritage railways have over 10 million visitors a year. Yet today’s railway engineering is much more impressive than the museum’s exhibits.
Railway engineering today
The speed of Mallard’s one-off record breaking run is now commonplace with most long-distance passenger trains running at 125mph. Today’s railways are a complex system in which trains, track, signalling, telecoms, and electrification systems have evolved together to form a highly efficient, high-capacity transport system which offers significant benefits because:
Cross section of a Deltic engine. Credit: David Shirres.
Loads are efficiently distributed – typically a maximum dynamic wheel force of 350 kN gives a rail head pressure of 2.8 kN/mm which is progressively reduced through the rails, sleepers, and ballast to 0.5 N/mm.
Low resistance to motion – the rolling resistance of steel wheels on steel rails is about 0.1% of the weight of the train compared with about 1% for car tyres on a road. At speed, close coupled railway vehicles have a lower aerodynamic resistance to motion than the same number of individual vehicles.
High passenger and freight capacity – coupling many vehicles together offers high freight and passenger capacity. HS2 is designed for 18 trains an hour, each with 1,100 seats (i.e. 20,000 passengers per hour). A much wider three-lane motorway carries around 6,000 people per hour.
Collecting electricity on the move – as part of a guided system, electric trains can receive megawatts of power as it is generated. Hence electric trains are powerful and highly efficient as they do not need to store or convert energy.
Connectivity – new railways connect into the existing railway network to offer far more journey opportunities than those on the new form of guided land transport.
Today’s railway requires a complex interaction between different railway systems. Maintaining and enhancing such systems is a challenging and satisfying job. Yet the engineering of today’s railway is not that obvious, and, for many, today’s trains are just boxes on wheels. With the industry facing a significant challenge in developing and maintaining a skilled workforce that can keep pace with rapid technological changes, there is an urgent need to attract engineers. To do so, there is a need to demonstrate that railway engineering offers an interesting and rewarding career. Hence it is important to explain what railway engineering entails.
In addition to its exhibits the NRM is doing this with its recently opened ‘Wonderlab: The Bramall Gallery’ and it has a new gallery under construction. To learn more, Rail Engineer was glad of the opportunity to visit the museum to talk to Rob Scargill, lead curator of the planned Railway Futures gallery.
York’s railway museum
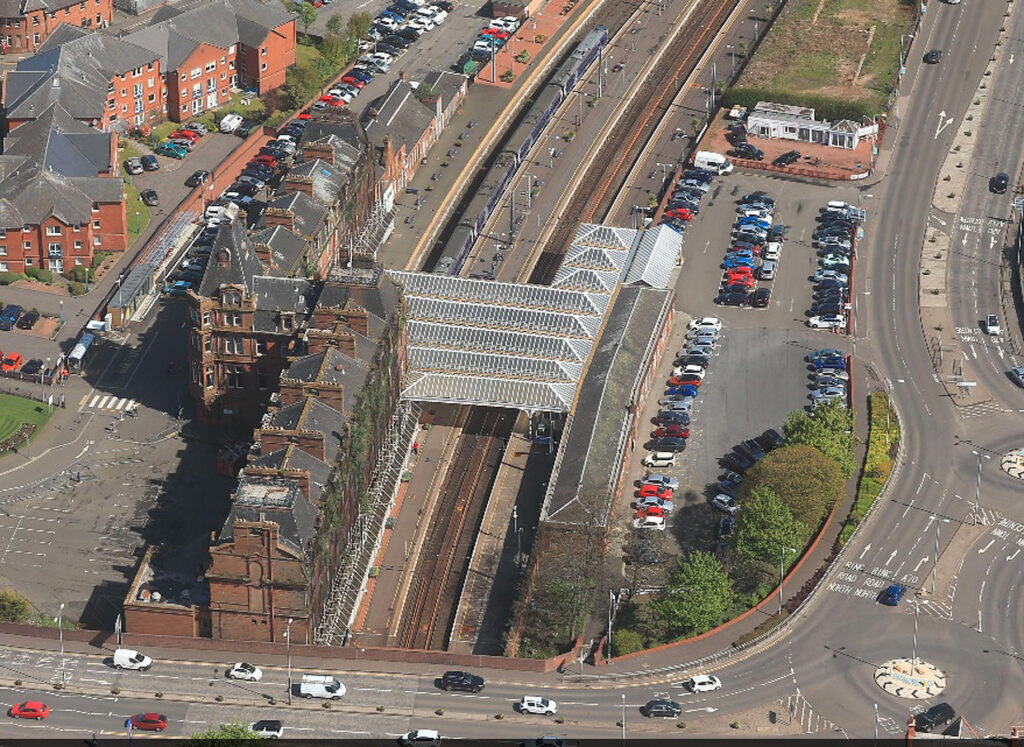
The NRM in York has the largest collection of railway objects in the world which includes over 260 locomotives. It currently attracts more than 650,000 visitors per year despite the ongoing construction work to deliver the masterplan. It was established on its present site, the former York locomotive depot, in 1975. It also operates the Locomotion railway museum in Shildon which has another 120,000 visitors a year. This opened in 2004 and is part of the Science Museum Group.
Aerial visualisation of York Central. Credit: Network Rail.
In 2018, the NRM announced its masterplan designed to increase its visitor numbers by 50%. This will unify the two halves of the museum as Leeman Road, which previously split the museum, is to be diverted as part of the York Central plans. The regeneration of the museum in this way is made possible by the development of the York Central site. This is a partnership between the NRM, Network Rail, Homes England, and York City Council which will provide up to 2,500 homes and 120,000-square-metres of office, leisure, and retail space.
The museum’s masterplan includes a new Central Hall, a Futures Gallery, an interactive Wonderlab experience for families, redevelopment of the Station Hall which was originally York’s main goods station, and a new 2,000-square-metre hall at the Locomotion museum. This will house 47 additional rail vehicles. The NRM considers that this site will then be the world’s largest collection of historic railway vehicles under cover. This new hall will be the hub of celebrations to mark the 200th anniversary of the opening of the Stockton & Darlington Railway in 2025.
As environmental sustainability is an important aspect of the masterplan, there is a site-wide masterplan for energy and carbon reduction. This includes improved insulation, particularly for the Station Hall where the roof is to be replaced with one with much improved insulation. New buildings will have mixed mode ventilation giving natural ventilation in summer and mechanical ventilation with heat recovery in the winter. Elsewhere, more efficient heating systems are being installed.
Around £95 million will be invested to deliver the NRM’s masterplan and associated works to transform its museums at York and Shildon. This is made up of Government funding, Durham County Council funding, surplus museum land sales, industry contributions, and campaign funding. In March, it was announced that the masterplan is to receive a £15 million contribution from the Government’s Levelling Up Fund. This follows a contribution of £18.6 million in 2019 from the Government’s Cultural Investment Fund.
Wonderlab
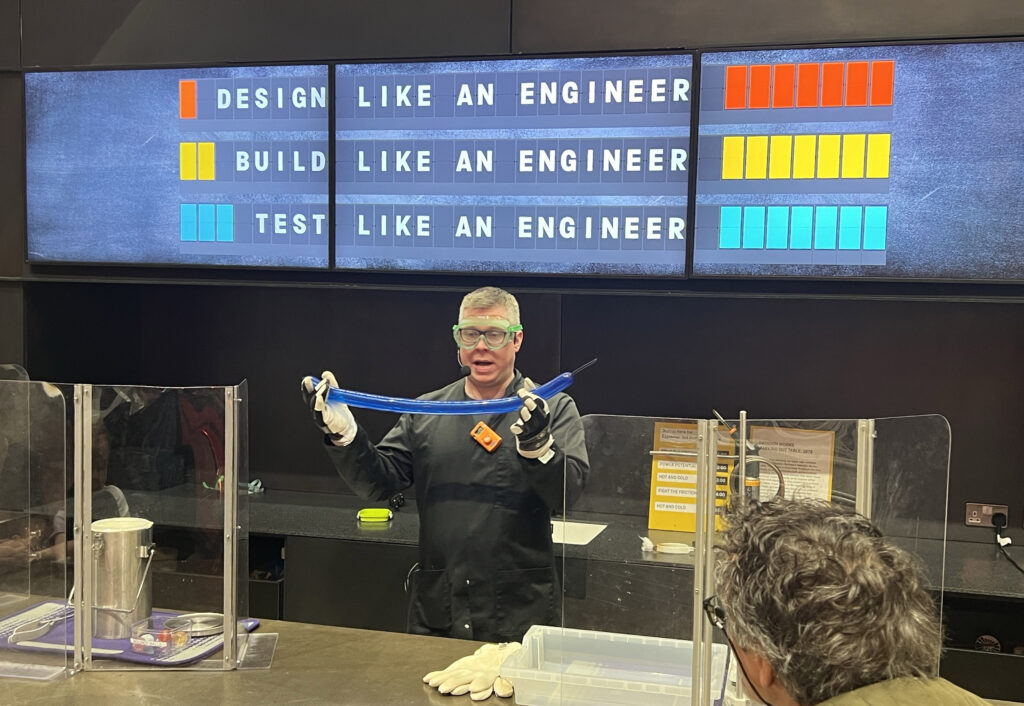
July 2023 saw the opening of first part of the master plan, Wonderlab: The Bramall Gallery, after five years in development. This is a purpose-built gallery aimed at children aged 7-14 to inspire them to get hands-on experience of solving engineering challenges to inspire the next generation of rail engineers. It is based on similar Science Museum Group interactive galleries at its Bradford and London museums.
Wonderlab demonstration. Credit: David Shirres.
At its opening, NRM’s director Judith McNicol said: “We want to ensure that children have great fun while developing a spark of interest in engineering that will contribute towards tackling the UK’s shortage in STEM skills.”
Wonderlab has 18 hands-on interactive exhibits which aim to encourage children to think like engineers and develop skills as they design, build and test to produce different outcomes. This includes a sandpit on which a landscape with railways lines was projected for which children can make cuttings and embankments, and includes a wind tunnel showing smoke trails over different shapes. Your writer managed to build a bridge with loose blocks and saw a thermal imaging camera show a heated brake disc when he applied the brake.
It also has regular demonstrations. One of these showed how carefully mixing fuel, oxygen, and heat can create explosions to power an engine.
Railway Futures Gallery
An important part of the museum’s masterplan is a new gallery adjacent to the new Central Hall which will encourage visitors to consider the role of railways in tomorrow’s transport systems. It won’t predict the future but will encourage visitors to imagine it by asking what they want the future railway to look like. The gallery will encourage visitors to imagine what future departures, journeys, and destinations will look like, and also showcase railway developments outside the UK.
Hence this will stimulate questions such as how journeys will be planned and started; how many passengers and goods travel in the future; what will be the passenger experience; how passenger and freight trains will be powered and maintained; what future train stations will be like; how people will travel to and from stations, and whether there will be better integrated transport.
The gallery will show rail’s extensive impact today and ask visitors to consider its future impact. To do so, visitors will be requested to consider challenges of the future such as the climate crisis, global inequality and energy supplies, as well as timeless railway challenges such as adhesion and capacity. How the railway can help deliver desirable futures will also be considered.
For example, some may worry about the cost of heating for which a railway solution in London is using waste heat from tube trains to provide heating and hot water to more than 1,350 homes, a school, and two leisure centres in Islington. Parents want their children to have exciting meaningful jobs and may not be aware of the need for people with diverse skillsets needed for the many roles that visitors might not associate with railways.
New Central Hall. Credit: National Railway Museum.
In 2022, Porterbrook announced that it would be supporting the new Railway Futures Gallery with a £2.5 million sponsorship agreement which builds on its decade-long relationship with the NRM. In recognition of this commitment this gallery is now known as ‘Railway Futures: The Porterbrook Gallery’.
A masterplan to inspire
In a recent blog, Judith McNicol notes that the invention of the railways was something Britain did for the world. She sees the museum’s masterplan as an opportunity to ensure that the museum is a place for people to engage and get excited by posing questions about the future: What does engineering need to look like and what are its opportunities? What, for a young person, could those opportunities look like?
She feels the museum’s masterplan will inspire “through using the past, homing in on the innovations that have changed the world as a springboard to look at what’s happening today, and the challenges of the future, particularly the sustainability credentials that the railways can deliver in terms of mass transport.”
Though it is natural to reflect on past railway engineering achievements when visiting the museum, it is important to understand how the past can be used to inspire the future. In this respect, the NRM is to be commended for its aim to capture the hearts and minds of the next generation of railway engineers.
Great Britain’s railway level crossings are among the safest in Europe and operate on a network which is one of the most intensively used in the world. However, they still pose a significant safety risk to the public, and trains can be delayed if there is a fault or incident. Level crossings were provided when the railway was built in Victorian times and, if a railway was built today, it wouldn’t include them. The safest level crossing is a closed one, but that is not easy as they connect communities. Rural crossings in particular are increasingly being used for leisure purposes, and there are more deliveries to homes and business than ever.
Covid-19 has changed society. Since the start of the pandemic, people tend to exercise outdoors more often and interest in nature has increased. In July 2020, 46% of people responding to a survey by Natural England said they were spending more time outside than before the pandemic. Visits to the RSPB website have also increased by 69% year-on-year, with 79% of users being new to the website. The days of the same postal delivery person using a level crossing to access an address are long gone. Shopping habits have changed with people spending more time at home and shopping online. In addition to Royal Mail, there are now a huge number of delivery companies all competing against each other, and time, to meet customer expectations. In rural areas, tractors using crossings are more powerful and faster, and the drivers are located in insulated cabs.
Since 2009, Network Rail has invested over £200 million to close crossings, build bridges, provide new barriers, new warning systems, and new signage. It has also worked to identify new safer rights of way and to educate people how to use level crossings more safely. Over 100 level crossing managers have been recruited and trained to gain a greater understanding of level crossings, the people who use them, and the surrounding communities.
Burneside near miss. Credit: Network Rail.
Near misses and fatalities
The improvements have helped to reduce risk, but there are far too many near misses and sadly there are still fatalities on level crossings. The challenges to improving level crossing safety include the fact that there are more road journeys than ever, a growing population, increasing public demand for leisure train travel, with more services likely to be introduced, and more people using level crossings for leisure purposes. Network Rail says it is seeing a similar number of level crossing incidents, despite having fewer level crossings than five years ago. This means there are more incidents per crossing.
When reducing risk at level crossings, the first option is always to consider if the crossing can be eliminated. Replacing crossings with a bridge, diverting the rights of way, or extinguishing the rights away entirely, has enabled Network Rail to close over 1,100 level crossings, but these have been ‘the low hanging fruit’ and closing crossings is becoming more difficult. A grade separated railway is expensive, but Britain is a crowded island and, even if funds and resources were available, in many cases it is not easy to provide grade separation.
There are still over 5,500 level crossings on the network, with the majority being footpath and User Worked Crossings (UWC). UWC’s are those where the user has to operate the gates or barriers for themselves when they want to cross the railway. They may also provide access to private land or property that’s effectively landlocked by the railway.
A passive level crossing is one where the user is required to decide whether or not it is safe to cross. Currently, 70% of all level crossings on the GB network are passive crossings, where users have to look and listen for an approaching train or call the signaller by telephone for permission to cross. This method increases the workload of the signaller, requires the user to contact the signaller, and between them they must correctly confirm that the crossing will be clear in order to allow the user to cross safely. So, telephone crossings are not ideal.
The remaining 30% of level crossings are provided with varying types of warning systems to inform crossing users when it is unsafe to cross. These are known as active level crossings.
In terms of risk reduction, since 2009, level crossing risk, expressed in terms of Fatalities and Weighted Injuries (FWI), has reduced by around 37% and is currently sitting at around 11 FWI per year. Compared to other European railways, either on the basis of track incidents per track kilometre or by train kilometre, Network Rail has the second lowest number of crossing incidents after Ireland. However, level crossings still represent around 6% of the system risk on the GB mainline railway. In the reporting year April 2022 to March 2023, there were five fatalities at level crossings, all of which were footpath crossings, demonstrating why the focus on reducing risk at these types of level crossings is particularly important. In addition, near misses at pedestrian level crossings is a continuing trend which is not reducing. So, more has to be done.
Lady Howard crossing
On Thursday 21 April 2022, a pedestrian was struck and fatally injured by a train at Lady Howard footpath crossing in Surrey. The pedestrian, with a dog and pushing a wheeled trolley bag, started to cross after a train had passed, but was struck by a second train travelling in the opposite direction to the first.
Toddington near miss. Credit: Network Rail.
The investigation by RAIB found that the pedestrian did look twice in the direction of the second train before starting to cross but was unaware that the second train was approaching when the decision to cross was made. This was because the front of this second train was hidden behind the first train, which was moving away on the line nearest.
RAIB reported that Network Rail had not provided any effective additional risk mitigation, having previously deemed the risk to users to be unacceptable. Network Rail had planned and budgeted to install integrated Miniature Stop Lights (MSL) at the crossing, but a shortage of resource meant that the delivery was delayed. Network Rail had fitted additional warning signs for users and a camera to monitor crossing use, but RAIB said there was little evidence that other effective options to mitigate the risk on an interim basis had been considered.
The fatality at Lady Howard footpath occurred on 21 April 2022 and RAIB issued its final report in February 2023. However, as new evidence came to light, RAIB re-opened its investigation in August 2023 and published a revised final report in February 2024. MSLs were commissioned at Lady Howard crossing in January 2024.
MSLs consist of red and green lights. The green light is lit the majority of the time and indicates that no trains are approaching. When a train reaches the ‘strike in’ point the light automatically changes to red, and an audible alarm sounds to indicate that users must not cross and the closure sequence commences. It is set at a distance calculated to allow users a safe amount of time to cross when trains are travelling at the maximum speed permitted on the line. The audible alarm also includes a spoken warning which is triggered if another train is approaching the crossing soon after the first one has passed. This message states “Warning – another train may be approaching”.
Could safety be improved quicker?
The need to install safety improvements does not need to be questioned. Rail Engineer first reported on the Schweizer Electronics MSL eight years ago in June 2016. Schweizer said at the time that its experience in Switzerland was to receive an order on a Thursday, complete the design on the Friday, and install at the weekend. However, it took years to get the product approved for use in GB and Rail Engineer is doubtful if an MSL could be installed in four days here. MSL systems are now being regularly installed and yes, technology needs to be assessed and trialled robustly, and MSL’s interfaced to the signalling system will need design and testing; but could the delivery of safety technology be improved?
In 2015 RSSB reported on the need for a review of signing requirements at private road level crossings to determine the types of signs, signals, and markings that would be most effective in reducing road user errors and violations at these crossings. Rail Engineer reported on the welcome proposals in the article ‘Making user worked crossings safer’ in issue 177 (August 2019), but the new signs have taken years to reach agreement and only passed into legislation with the Private Crossing Signs and Barriers regulations, 2023, eight years after the RSSB report. The legislation currently only covers signs in the English language and work is ongoing with the Department of Transport to develop Welsh language signs. So how long will this take?
Credit: Paul Darlington.
The development of the signage has been very much a collaboration between level crossing risk management professionals, human factors experts, and engineers. The signs are heavily pictogram based, to mitigate users potentially not having a detailed understanding of English. Over the next few years, Network Rail will be installing the new signs at all private crossings and public footpath level crossings in England and Scotland.
The legislation focuses on defining what the signs look like but doesn’t cover how to use them. So, Network Rail has produced Module A 28a to the Level Crossing Design Handbook, to set out the application and positioning rules for the signs. This was published in March with a compliance date from April. Inspection and maintenance Level crossings are inspected by a level crossing manager at a frequency based on the level of risk of a crossing. The only consistent factor of a crossing is that everything will be constantly changing! It is therefore important that a check is made for any defects or changes that may pose a risk to users, trains, or vehicles passing over the crossing.
For example, where a passive crossing requires a sighting distance, this can quickly be compromised by vegetation growth, requiring an intervention or even a temporary speed restriction. Network Rail cannot always quickly fell offending trees and may require a site-specific licence. Nothing is easy with level crossings. Even a speed restriction may not be the best way to reduce risk as a longer waiting time may encourage a user to cross in front of a slow-moving train. But even a slow-moving train can’t stop quickly, and users can stumble and lose their balance on a crossing.
The Network Rail maintenance teams undertake a programme of planned maintenance activities, and on some level crossings remote monitoring systems check asset health and performance, to enable timely interventions to tackle emerging defects.
Renewals
When level crossing equipment has reached the end of its life cycle, the asset will be renewed. Given the high cost of level crossings and their long service life, it is vital to select the safest crossing equipment most suitable for the site-specific risks. Very often, over the life of a crossing both the railway and the surrounding area, and the risks, may change significantly, and a comprehensive, suitable, and sufficient risk assessment must be produced to identify the right solution.
Automatic Half Barrier Crossings (AHB) were introduced many years ago and, when used properly, are safe and efficient, as the ‘road closed’ time is less than other types of crossing. An AHB is initiated automatically by an approaching train and there is no monitoring to check if the crossing is clear before a train is allowed to cross. As the name suggests, AHBs do not have full barriers, so people can easily ‘weave’ around the closed barriers. AHBs account for just 6% of the total crossing estate but hold 32% of the total level crossing modelled risk, therefore no new AHBs are being installed and measures to mitigate against weaving are being looked into.
Health and safety strategy
Leading Health and Safety on Britain’s Railway (LHSBR) is the rail industry’s health and safety strategy. Developed by leaders across a range of rail sectors, this strategy sets out the challenges and activities which need collaborative approaches to deliver a better, safer, and healthier railway across Great Britain. The strategy identifies 12 key risk areas where safety and health performance needs to be improved, of which level crossings are one of them.
Credit: Network Rail.
This requires the industry to research and develop emerging technologies leading to cost effective level crossing upgrades, and to collaborate to deliver consistent messages to the public in relation to level crossings.
In response to LHSBR, Network Rail has produced the report ‘Enhancing Level Crossing Safety 2019 to 29’, which sets out the overarching strategy to manage and reduce level crossings risk, enable effective collaborations, and the delivery of targeted improvements. The document also sets out Network Rail’s goals to reduce safety risk, increase rail capacity and performance, and reduce operational and financial risk. The four key areas are, risk management, technology and innovation, competence management, and education and enforcement.
Society is changing and there is an increasingly diverse population, with potentially more vulnerable people using level crossings. Public attitudes and expectations are changing, and people expect that risks will be designed out of level crossing systems. The public expectation of what is safe enough can also change quickly when things start to go wrong.
New crossing technology can help improve level crossing safety, but level crossing safety cannot be improved by technology alone. Everyone, including government, the rail industry and its supply chain, and wider society, must work together to improve level crossing safety.
Jonathan Evans, Network Rail’s technical head of level crossings engineering, recently delivered a presentation to the IRSE Midland & North Western Section, explaining how technology can help to improve level crossing risk management, together with the level crossing engineering solutions being developed by Network Rail. Jonathan explained that his team are part of the technical authority at Network Rail responsible for engineering approval. Colleagues across the wider part of Network Rail, including the level crossing safety teams, Route Services, and partners within the supply chain, also have a vital role in managing level crossing risk explained Jonathan.
Whistle boards
The ‘passive’ 70% of all level crossings on the network require a user to stop, look, and listen in order to determine whether or not it’s safe to cross. Whistle boards are provided at many crossings where there is insufficient siting distance, so that as a train approaches it sounds its horn and provides the crossing user with an audible warning to mitigate the lack of visibility. However, it can be difficult to hear a distant train horn, particularly in noisy environments, and train horns are not sounded at night during the nighttime ‘quiet period’ – between midnight and 06:00. Because of this issue, the long-term goal is to eliminate whistle boards for level crossing purposes.
An incremental improvement is to provide a supplementary audible warning system, which detects an approaching train and provides an audible warning at the crossing. The Covtec system uses a radar to detect a train and a wireless comms link between a remote detection unit and the crossing sounder. The system uses ‘off grid’ solar power and is independent of the signalling system. It detects trains and sounds a recording of a train horn at the crossing. The system currently has no specific safety integrity and users are not provided with any visual indication of whether it’s safe to cross or not. Therefore, whistle boards currently have to be retained to guard against system failure and, of course, a sound warning does not assist users with hearing issues.
Overlay Miniature Stop Light systems
Credit: Network Rail.
For many years, footpath and bridleway private crossings have been provided with an audible, visual, active warning solution using ‘miniature’, stoplights. These are called Miniature Stop Light (MSL) crossings. There are different types of MSL system:
Integrated MSL. These were the original design of MSL and are built into the railway signalling system, which makes them costly and complex to install. However, as they form part of the signalling system, they are suitable for any location, including those where signals and stations lie between crossings and their ‘strike in’ points. A level crossing strike in point is the distance from a level crossing where a train initiates the closure sequence of the crossing. If a train is held at a signal or station, controls are applied to prevent the red light from showing at the crossing until the train is about to start moving again, avoiding excessive warning times.
Overlay MSL (OMSL). These are separate from the railway signalling system. They can be installed at locations where the railway does not have complex features, such as nearby stop signals. These MSLs use a basic train detection system which detects trains a set distance from the crossing.
Flex MSL. These use the same technology as OMSL systems but can receive inputs from a signal on each approach to a crossing. This allows them to be installed at locations where trains may be regularly stopped by a signal within the strike in area.
If the time between strike in and the train arriving at the crossing is longer than designed, it can result in red lights being displayed for prolonged periods and/or the OMSL system going into what is known as ‘dark mode’, where the lights at the crossing are turned off until the passage of another train resets the OMSL. Frequent long warning times or occurrences of dark mode are unacceptable as they diminish level crossing users’ faith in, and compliance with, the red and green lights at the crossing. So OMSLs are not suitable where there are signals which could regularly delay a train’s arrival at the crossing.
However, one of the advantages of the OMSL is to allow for innovation in the form of the type of train detection, such as acoustic detection. There are now around 250 OMSL solutions in use across the network and they’ve made a significant improvement to safety. Further systems are regularly being installed.
The basic principle of the Wavetrain acoustic detection system is that sensors are attached to the rail located at the level crossing, which detect sound waves generated by an approaching train passing through the rails. Locating all of the equipment at the level crossing avoids the need to run cables to remote ‘strike in’ train detection equipment. The system also provides the potential to deliver more consistent warning times, irrespective of the speed of approaching trains. Although with modern, faster-accelerating trains this is not easy.
More traditional systems, which rely on fixed point train detection for ‘strike in’, have to be positioned for the maximum speed, and consequently they can give extended warning times for slower trains. Research has shown that extended warning times can affect the willingness of crossing users to wait.
A single-track version of Wavetrain OMSL is currently on shadow trial in East Midlands, and Network Rail hopes to progress this into an operational trial later this year. A shadow trial is one where the system is essentially fully functional in detecting trains but provides no warnings to crossing users to avoid any issues with it being incorrect while on test.
Originally, the lights for MSLs (as the name suggests) were quite small. They were based on automotive parts with a lens not less than 60mm diameter. Nowadays, MSLs for level crossings use a far larger 200mm diameter and comply with the British Standard for road traffic light signals. They also present a much more visible interface to the user. Network Rail has also developed an interface box to enable the larger units to be retrofitted to older MSL systems to improve their visibility.
Currently, OMSL systems are only suitable for locations with simple approaches, usually without signals, junctions, or stations within their striking distance. As more OMSLs are rolled out, attention is turning to innovations that will allow the provision of OMSLs at more complex locations.
Image credit: Network Rail.
This does present challenges, but MSL’s interfaced with the signalling system are on trial at several locations. An interface with the signalling system avoids a prolonged warning which can lead to impatience or misuse. It may also be possible to develop a solution based on measuring the speed of an approaching train and initiate the necessary warning at the optimum time.
Power Operated Gate Open
Care is needed when developing level crossing technical solutions to ensure that level crossing safety is improved and not degraded. An example is the Power Operated Gate Open (POGO). This was developed around 15 years ago, as a way of improving the safety and convenience for crossing users by providing buttons on both sides of a crossing to open and close the gates, and to reduce the number of times to cross the railway. Normally, a gated user-worked crossing would need to be traversed five times when crossing with a vehicle. There was also a risk of the gates being left open.
The POGO appeared to be a good idea, but unfortunately the early implementations resulted in some near misses. The user expectation was that if the gate opened after a button was operated, then it must be safe to cross. Whereas, in practice, the POGO system had no knowledge of whether trains were approaching or not, as the user was still required to decide whether or not it was safe to cross. POGOs were removed from use, but there have been a number of developments. POGOs are now used in conjunction with an MSL system with a link between the two systems, such that once the MSL has gone to red, the POGO system will not respond to a request to open the gates. The signage has also been improved; the operating buttons have been made more prominent, together with a yellow surround. It was found that some animals were capable of opening the gates with their tongues!
Power supplies
Many level crossings on the GB railway are located in remote locations with no convenient power supply and an active level crossing will need a power supply. Even an IP telephone will need a power supply. Network Rail is therefore developing renewable power solutions using off grid power sources, such as solar and small wind turbines, together with methanol fuel cells to provide continuity of supply when the weather doesn’t supply sufficient power. Several systems are currently on trial.
Public crossing innovations
Network Rail is also continuing to improve public road level crossings. There have been a small number of incidents over the years, where the visibility of the barriers has been called into question, resulting in a need for improved barrier boom lighting. New barrier boom lighting is therefore being introduced with the output of the lamps between 30 and 50 candelas, which is about 15 times brighter than the existing lamps, and the size is also being increased to double that of the original.
Another development, aimed at deterring weaving around half barrier crossings by road vehicle drivers, is the use of a retrofit barrier boom extension. The red retro reflective extension narrows the exit width by around half a metre and makes the boom more prominent. It is made from lightweight plastic which doesn’t significantly change the balance of the boom, and if someone felt they were trapped on the crossing they could push the extension out of the way.
The prototype extension has been trialled in some non-operational environments and has received positive stakeholder feedback. Six level crossings at a mix of place types have been identified on the network which will provide experience in a range of different contexts, from straight, fast roads to busy urban settings.
Image credit: Paul Darlington.
Obstacle detector operated level crossings have been a big success and Network Rail has been working with a new supplier, IDS of Italy, to develop a second generation of obstacle detection systems.
To improve availability and simplify the interface with the level crossing controller, the new system involves just three inputs and three outputs, and overcomes some component obsolescence issues with the first generation system. The new system uses a single radar to provide both the train protection and people protection functions, dispensing with the need for Lidar equipment. Two systems are currently in operational trial service.
Artificial Intelligence
Artificial Intelligence (AI) video analytics is being looked at to support various things, including automating data for level crossing census from CCTV images. This has the potential to reduce the cost of obtaining census data and could make it feasible to monitor crossing usage levels much more regularly than today, which potentially supports improved risk management decisions.
The fundamentals of identifying objects within the crossing area is broadly similar to the crossing clear assist capability but comes with the added challenge of categorising what those objects are, and that is not as easy as might be first thought.
Future areas of development could include a new generation of barrier machines to improve the reliability and performance of current systems, and ways to detect open UWC gates and to encourage users to close the gates. Reducing the cost of level crossing systems also remains a key area of interest. This could possibly include standardised interfaces and more use of PLC based level crossing controllers. Eliminating whistle boards is another longer-term goal.
Work is already under way in Europe to interface level crossings with connected and autonomous road vehicles, and this is an area where technology can further help to improve level crossing risk management and level crossing safety. Jonathan finished by explaining this is another technology his team is looking at to reduce the safety risk of level crossings.
The ‘Practical Track Challenge’ run by the Permanent Way Institution (PWI) aims to give office-based professionals an understanding of the practicalities of track work. This year’s challenge was the seventh such event with the first one being held at the Didcot Railway Centre in 2017. Since then, the event has been hosted at various heritage railways to provide participants with a low risk, on-track, daylight environment. This year’s challenge took place in Scotland at the 8km long Bo’ness and Kinneil Railway.
Visitors to the railway may find it hard to imagine that the first two kilometres of this line, including Bo’ness station, were built on a brown field site between 1979 and 1985. This ‘new’ line runs along the foreshore of the Firth of Forth to the site of Kinneil colliery which closed in 1983. From there, the railway is the refurbished colliery branch line which climbs above the Forth before turning south to join the Edinburgh to Glasgow main line at Manuel.
Organising the challenge
The challenge was organised by Andy Steele, PWI’s technical manager, and Jim Watson of the PWI’s Glasgow branch. It was supported by various companies who provided their services free of charge. The principal designer was Systra and the principal contractor was Story Contracting which was supported by Vital Rail. Plant was provided by McCulloch Group, Railcare and Swietelsky Babcock Rail. Cloburn Quarry at Lanark also provided 350 tonnes of ballast free of charge.
Swietelsky Babcock Rail’s 08-16 4X4C-RT tamper tamping the reverse curves. Credit: David Shirres.
The 38 participants at this two-day event came from a wide range of companies which included the Office of Road and Rail (ORR), HS2, Transport for London, the Rail Safety and Standards Board (RSSB), and Network Rail. The PWI offers this event free of charge to its corporate member’s employees. Participants were split into groups which each had the opportunity to visit four sites: Progress Rail: a reballasting site; a resleepering site; and various activities at the Bo’ness yard.
Four different experiences
Progress Rail’s South Queensferry foundry is 10km further east along the Forth from Bo’ness. Here, delegates had the opportunity to see how this factory produces cast manganese crossings for Network Rail’s S&C. This included seeing the two five-tonne electric arc furnaces used for steel production and the in-house pattern making.
The resleepering site was on the foreshore by Kinneil where the track crosses an oil pipeline from the North Sea to the nearby Grangemouth oil refinery. To do so, it has to cross the pipeline’s protective slab at an acute angle which requires a 200-metre-radius S-curve. The task here was spot resleepering 1 in 3 sleepers. This replaced about 60 obsolete F19 concrete sleepers that have Spring Hook Clip (SHC) fastenings with F23 sleepers having Pandrol clips as the SHC fastenings are not suitable for such sharp curves. The S-curve was then given a design tamp.
Reballasting was undertaken in a steep cutting, five kilometres from Bo’ness where the line has some drainage issues. Access to this site was made possible by steps provided by VPA. This location also had thin ballast which made it difficult to maintain the track level with good top alignment. For the track challenge, 10 track panels with a total length of 180-metres were reballasted. The track was lifted using McCulloch Panel Lifters, after which old ballast was removed and the track bed levelled. After the track panels were replaced, ballast to the site was delivered by a road rail excavator with two trollies that made several runs from lineside stockpile at Bo’ness. The excavator then positioned it ready for its design tamp.
At the Bo’ness station area, participants assisted the regauging of points which required baseplates to be removed and the replacement of rotten bearers. Baseplate holes were plugged with a DWG Spikefast resin. Slide chairs and fishplates had 40 years of black grease removed and were reoiled with Interflon and fitted with Staytite bolts. Participants then hand compacted new ballast utilising Robel vertical tampers supplied by Torrent Trackside.
At Bo’ness there were display stands provided by CIRAS, McCulloch Group, Staytite, Torrent Trackside, Pandrol, and Robel where battery powered tools were on display. This included a rail saw that can make 16 cuts on a single charge.
Railvac removing old S&C ballast. Credit: David Shirres.
On-track plant
The use of a RailVac machine to extract ballast from S&C in the yard at Bo’ness was demonstrated. This on-track plant has a ballast vacuum extraction system to remove material between rails and sleepers without the need to remove them. The use of this machine avoids damage to other infrastructure such as cables and pipes. It is intended for use in areas where it is difficult to use standard excavators and can be quickly set up on site so operates efficiently in short possessions. Under its own power it can only travel at 20 km/h so it needs locomotive haulage during main line transits. The RailVac was built, and is operated by, Railcare AB which operates similar machines in Sweden.
Prior to its use at the resleepering and reballasting sites, a Swietelsky Babcock Rail 08-16 4X4C-RT tamper was on display at the Bo’ness station platform. This was built by Plasser and Theurer in 2000 and can tamp 440 metres/hr. It has four split head tamping units with a total of 16 tines. These units can be moved independently from each other which enables it to tamp most S&C units. Adjacent to the tamper unit is a track lifting frame with flanged rollers to grip the track.
On board the tamper there is the opportunity to sit in both operator positions, one in the driving cab and one above the tamping units. Network Rail’s Neil Wightman explained how the driving cab operator controls the movement of the machine whilst the other operator controls the tamping units. Neil explains how the tamper measures track line, cant, and level prior to tamping using trolleys at the front, centre, and rear of the machine. The tamper’s computer then determines how the track needs to be adjusted for the optimum alignment. This is maintenance tamping. An alternative approach is design tamping, when a previously developed track design is input to the tamper’s computer which then computes the difference between this design and the measured track.
Both the reballasting and resleepering sites had design tamps for which the track geometry files, as well as surveying services prior to the event, were prepared by a team led by Graham Hutchinson of Network Rail.
A win-win event
The PWI packed a wide variety of track experiences into this two-day track challenge and are to be congratulated for organising and funding such a worthwhile event. It is a great way of developing railway engineers who would otherwise not get the chance to get up-close to trackwork and its associated plant and equipment.
Participants came from a wide variety of backgrounds who, whatever their role, will no doubt benefit from their exposure to the practicalities of track engineering. The event also gave participants the opportunity to learn from each other and form networks with those who they would otherwise not meet. Your writer, who is not a track engineer, certainly learnt much from this event.
Participants and organisers. Credit: David Shirres.
The many companies which freely supported this event deserve credit, as do the PWI members who provided support and guidance on site. The Bo’ness and Kinneil railway’s cafe also provided excellent hospitality and the opportunity to visit its impressive museum.
Last but not least, the event left the railway with some much-improved track. The track challenge is certainly a good opportunity to support the heritage rail community.
All in all, this challenge was a win-win event for all concerned.
The impressive grade-B listed Ayr Station Hotel was built in 1885 in the French-Renaissance château-style and was an integral part of the station with the travel centre inside the hotel’s north wing. In 2010, it was purchased by a Malaysian businessman who abandoned it after it closed in 2012. With the hotel not being maintained, the following year South Ayrshire Council issued a Dangerous Building Notice (DBN). In response, Network Rail erected crash decks over the station entrance and to protect platforms by the hotel.
The 2018 DBN
Ayr station prior to the August 2018 DBN. Credit: Network Rail.
The building continued to deteriorate as the council unsuccessfully attempted to contact the hotel’s owner. As Rail Engineer reported in December 2018 (issue 170), in August that year, the council issued a further DBN and declared an exclusion zone around the hotel. Services from Glasgow were then short-formed and those between Stranraer and Ayr were suspended. After the hotel had been encapsulated and other work done, trains to Stranraer resumed in November and the normal train service to Glasgow resumed in December. This exclusion zone also closed the travel centre which was replaced by an outside ticket office in a portacabin.
Since then, the Council unsuccessfully continued to attempt to contact the absent owner and seek recompense from him through the British and Malaysian courts. In 2021, Transport Scotland commissioned a study to identify options for an economically viable future for the Station Hotel building. There were also strong representations from groups who wished to see the hotel restored to its former glory.
Nevertheless, due to its unsafe condition, in December 2022 the council decided that the hotel’s south wing had to be demolished. At its September 2023 meeting, the council was advised that surveys were being undertaken so that a detailed programme of works for this demolition could be finalised. It was expected that this programme would be completed in February 2024.
Yet, in the five years since the 2018 DBN notice, the situation at Ayr station remained unchanged whilst £69,000 per month, totalling around £4 million over this time, was spent on scaffolding costs.
Hotel fire
Matters changed dramatically on 25 September 2023 when an arson attack started a serious fire which left the building in a hazardous state. Train services were immediately suspended and the road by the hotel was closed. Trains from Glasgow were terminated at Prestwick and a reduced service ran between Girvan and Stranraer until the diesel units required maintenance and were unable to return through Ayr station to their depot.
The resultant exclusion zone was larger than the one declared in 2018 when it was still possible to run four-car electric trains from Glasgow to the station. After the 2023 fire the station was completely shut for 10 weeks until it was possible to introduce a shuttle two-car diesel unit service between Prestwick and Ayr in December. Glasgow to Ayr trains are normally seven-car electric multiple units.
South wing of hotel almost fully demolished on 15 March 2024. Credit: David Shirres.
A contractor started work to make the hotel safe in October. By December, the south wing had been demolished to the extent necessary to open the adjacent road. In January, the council advised that this work would continue until in mid-March when it was expected that train services would be able to resume. However, on 5 March it was announced that a severely damaged wooden supporting beam in the north wing had been discovered.
Once sufficient demolition work has been done to enable the exclusion zone to be lifted, Network Rail’s engineers will have to inspect the unused lines to confirm their safety. ScotRail have also warned that drivers will require route retraining which would further delay for the resumption of services. As a result, according to the National Rail website, disruption to rail services is now expected to continue until 2 June.
It is now over 10 years since South Ayrshire Council issued its first DBN. During that time the station has become increasingly unsightly, passengers have had to buy their tickets in the open, and the train service has been seriously disrupted. In 2017/18, 1.67 million passengers used Ayr station. The following year, this number was reduced by 200,000 after the disruption from the 2018 DBN. The disruption following the September fire will also have significantly reduced passenger numbers.
Ayr is a seaside town that attracts many visitors who could well be put off visiting the town for its lack of an attractive rail service. There are also concerns of a significant reduction in numbers coming to the town for the Scottish Grand National in mid-April, and a two-day music festival in early May. It would seem clear that the condition of Ayr Station Hotel has had a significant adverse effect on the town’s economy.
The law
Yet what could the cash-strapped council have done with this Grade B listed hotel when faced with an unresponsive overseas owner? The council has exercised its powers under section 29 of the Building (Scotland) Act 2003 which gives local authorities an obligation to carry out whatever work is necessary to protect people and property adjacent to a dangerous building, and recover associated costs from the owner.
However, if, as in this case, the dangerous building is listed, the council can’t legally remove any more of the structure than is absolutely necessary. Yet section 21 of the 1997 Planning (Listed Buildings and Conservation Areas) (Scotland) Act allows planning authorities to revoke listed building consents as they consider expedient. The council appears not to have considered this option. Network Rail could also have applied to the Cabinet Secretary for Transport for consent to invoke section 15 of the 1842 Railway Regulation Act to compulsorily acquire the hotel and deal with it. However, this would make Network Rail entirely liable for the hotel.
Proposed transport interchange at Ayr station. Credit: South Ayrshire Council.
The future station
In January, South Ayrshire Council launched a consultation exercise on its Ayr Town Centre Framework plan which includes five specific projects to improve the town centre, one of which is a new station and transport interchange. This is one of the options from the Transport Scotland study on the future of the hotel and station. The proposed station offers easier access from the town centre by a new footbridge over the site of the now-demolished south wing of the hotel. To create a new transport interchange the town’s bus station is to be moved adjacent to the station. It is envisaged that this new interchange will open in 2028.
The graphic of the new interchange shows that, except for the south wing, the hotel buildings will be retained. However, with the recent announcement on the condition of the north wing, it seems quite possible that this will also be demolished.
The new station will certainly be a huge improvement. Yet in the meantime it seems Ayr’s normal train service will not resume until at least eight months after the hotel fire. Having an adjacent dangerous building shut the railway for eight months is surely unprecedented and it is difficult to imagine that this situation would have been tolerated had it occurred next to a major rail route.
No doubt there are lessons from the sad saga of Ayr’s Station Hotel. Any such lessons need to be shared throughout the rail network to avoid a lengthy suspension of rail services should a similar situation occur elsewhere.